
Установка и запайка свинцовых муфт
Перед установкой на кабель соединительную муфту тщательно протирают и просушивают, а в тех местах, где муфту спаивают со свинцовой оболочкой, а также в местах разрезов ее зачищают до металлического блеска и для облегчения запайки иногда залуживают.
Если запайке подлежит цилиндрическая муфта без разреза, то после зачистки до блеска кабельной оболочки в местах ее спайки с конусами муфты муфту сдвигают с кабеля на место сростка, имеющийся на муфте конус тщательно оправляют деревянным молотком до плотного прилегания края конуса к кабельной оболочке; на другом конце муфты, где конус отсутствует, его делают деревянным молотком с использованием оправок. Если устанавливают муфту с одним поперечным разрезом, то ее перед установкой раздвигают, а затем, установив на сросток, сжимают так, чтобы края продольного шва находили друг на друга, а также оправляют деревянным молотком. Муфты с одним или с двумя продольными разрезами перед запайкой временно скрепляют проволочным хомутом.
После этого в пламени паяльной лампы нагревают палочку припоя марки ПОС-30 и при достижении ею температуры плавления слой припоя накладывают на место спайки. Затем пламя паяльной лампы переносят на место запайки, и, разогревая наложенный слой припоя, его разминают и разглаживают тряпкой, пропитанной стеарином, до тех пор, пока спайка не примет требуемую форму. Запаянную муфту охлаждают стеарином и детально осматривают, проверяя, чтобы спайка имела гладкую поверхность без трещин и выплавленных мест (раковин).
Качество запайки муфты проверяют также сжатым воздухом. Для этой цели в корпус муфты впаивают вентиль, к которому присоединяют насос или баллон со сжатым воздухом, создают в муфте давление в пределах до 9,8-10 4 Па, при этом муфту и все места смачивают мыльной водой и по отсутствию пузырьков воздуха, выходящих из муфты, судят о доброкачественности ее запайки. После проверки герметичности муфты вентиль выпаивают, а образовавшееся в муфте отверстие запаивают.
Технология запайки свинцовых муфт на кабелях с алюминиевой оболочкой (например, МКБАБ, МКПАБ и др.) имеет ряд особенностей. Так, при запайке конусов муфты в качестве флюса вместо стеарина следует применять прошпарочную массу МКС-1. Для того чтобы не повредить пластмассовые ленты или шланги, защищающие алюминиевую оболочку и броню, запайку муфты необходимо производить возможно быстрее, не давая ей сильно перегреваться; с этой же целью алюминиевую оболочку вблизи от места запайки муфты охлаждают мокрой ветошью или устанавливают на оболочке охладители — массивные разъемные медные диски.
Для увеличения герметичности и надежности запайки свинцовой муфты на магистральных железнодорожных кабелях оголенную часть алюминиевой оболочки кабеля и свинцовую муфту покрывают битумно-резиновой мастикой МБР слоем 0,5-0,8 мм, поверх которого с перекрытием наматывают слой полиэтиленовой ленты. Поочередное покрытие мастикой и обмотку лентой повторяют три-четыре раза. При этом вторым и последующими слоями ленты и мастикой покрывают и оголенную броню кабелей. На верхний слой мастики после ее загустевания наматывают с перекрытием стеклоленту, предварительно пропитанную мастикой.
Такое многослойное покрытие не только повышает герметичность муфты, но и имеет целью защитить алюминиевую оболочку и броню от почвенной коррозии и коррозии блуждающими токами в местах установки соединительных муфт.
Понятие о соединении концов кабелей
с алюминиевой оболочкой методами опрессования и взрыва
Соединение концов кабелей с алюминиевой оболочкой методами холодного опрессования (холодной сварки) и взрыва применяют при широком фронте работ по прокладке кабеля, как правило, выполняемых специализированными организациями. Это методы рассчитаны на специально обученные бригады, оснащенные специальным оборудованием и инструментами. Поэтому ниже даны только общие понятия о технологии выполнения этих работ.
При соединении концов кабеля методом холодного опрессования после разделки концов кабеля (без облуживания алюминиевой оболочки) специальным приспособлением на длине 35-40 мм развальцовывают (расширяют) алюминиевую оболочку обоих концов кабеля и между сердечником кабеля и оболочкой вставляют стальные опорные втулки. Эти втулки защищают сердечник кабеля от смятия в процессе дальнейшего опрессования.
Затем на один из концов кабеля надевают алюминиевую трубку-муфту, а на другой (если он имеет наружный полиэтиленовый шланг — полиэтиленовую трубку, предназначенную для последующей защиты алюминиевой трубки-муфты. После соединения и запайки жил четверки и изолирования места сростка концов кабеля предварительно зачищенные кардной щеткой внутреннюю поверхность трубки-муфты и развальцованные участки концов кабеля смазывают клеем БФ или кварцево-вазелиновой пастой (смесь вазелина с мелким песком). Затем трубку-муфту надвигают на сросток и гидравлическим прессом опрессовывают концы муфты при помощи специальных матриц..
У кабелей с наружным полиэтиленовым шлангом на концы опрессованной муфты делают подмотку из полиэтиленовой ленты, надвигают полиэтиленовую муфту на сросток кабеля и стыки полиэтиленовой оболочки со шлангом кабеля обматывают тремя слоями полиэтиленовой ленты, поверх которой накладывают стеклоленту и участки стыка полиэтиленовой муфты со шлангом кабеля, нагревают пламенем паяльной лампы до потемнения стеклоленты. После остывания стеклоленту удаляют и на этом установку муфты заканчивают.
Если кабель не имеет наружного полиэтиленового шланга, то для защиты алюминиевой оболочки кабеля и трубки-муфты покрывают битумно-резиновой мастикой и обматывают полиэтиленовой лентой так же, как и при запайке на кабеле свинцовой муфты. Соединение концов алюминиевой оболочки методом холодной сварки отличается от метода холодного опрессования только несколько измененной конструкцией опорных втулок и матриц.
Если в дальнейшем предполагается соединение алюминиевой трубки-муфты с броней кабеля для заземления муфты, до опрессования, то под трубку-муфту с обеих ее концов закладывают луженые медные пластины 0,3X10 мм длиной 100 мм.
Соединение концов кабелей с алюминиевой оболочкой методом взрыва отличается от метода холодного опрессования в основном тем, что вместо пресса используются заряды взрывчатого вещества, устанавливаемые на концы алюминиевой трубки-муфты. При их взрыве взрывная волна плотно соединяет трубку-муфту. с развальцованными концами алюминиевой оболочки кабеля.
Кроме описанных методов соединения концов кабелей с алюминиевой оболочкой, получил распространение метод склеивания с применением клея ВК-9. При этом методе используются две, входящие одна в другую, алюминиевые полумуфты с горловинами, соответствующими наружному диаметру алюминиевой оболочки кабелей.
После разделки концов кабелей одну полумуфту надвигают на один конец кабеля, а другую — на оболочку другого его конца. Когда сращивание жил кабеля закончено, полумуфты сдвигают на сросток, предварительно наложив слой клея ВК-9 на поверхность полумуфты меньшего диаметра, входящей в другую полумуфту и на концы кабельной оболочки в месте расположения горловин полумуфт. При этом в случае необходимости для плотной подгонки полумуфт друг к другу и горловин к оболочке в месте их стыков подматывают пропитанный клеем бинт из марли.
Затем на смонтированную муфту и выходящие из нее концы кабельной оболочки на длине 30-40 мм наносят слой клея ВК-9 и обматывают их марлевым бинтом. Всего таким образом наматывают 5-6 слоев бинта с промазкой клеем. После этого на смонтированную муфту временно устанавливают железный кожух и нагревают его пламенем паяльной лампы с таким расчетом, чтобы температура внутри кожуха не превышала 60-80° С. Прогрев продолжают в течение 1 ч, что достаточно для отвердевания клея. Затем кожух снимают и, как и при других методах соединения концов кабелей, восстанавливают наружные покровы кабеля.
Источник
Монтаж свинцовых муфт кабелей связи
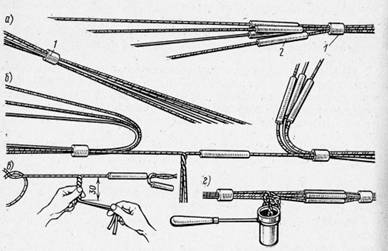
Рис. 10. Сращивание жил в четверки
При монтаже муфт без симметрирования кабельныхцепей в каждой из четверок 5) сращивают друг с другом жилы, имеющие одинаковую расцветку. В тех муфтах,где предусмотрено симметрирование цепей, соединение жил между собой производят по особому правилу. Выбрав в четверках две жилы, которые должны быть соединены друг с другом, если изоляция трубчатая или кордельно-бумажная, спайщик скручивает их на два оборота вместе с изоляцией (рис.11, б), а затем, сняв с жил изоляцию ниже скрутки и сложив голые жилы, также скручивает их (рис. 11, б) и на расстоянии около 30 мм от начала скрутки обрезает. Остальные жилы четверки скручивают таким же образом. У кабелей с пластмассовой изоляцией жил скрутку жил вместе с изоляцией не производят, а скручивают жилы после удаления с них изоляции.
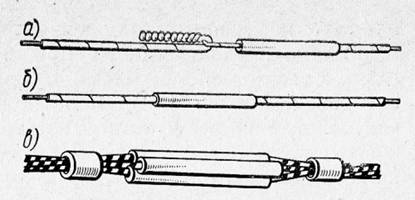
Рис. 11. Изолирование скрутки жил, гильзами
Подготовленные скрутки жил смачивают на длине 15-20 мм раствором канифоли и запаивают припоем ПОС-40. При запайке удобно пользоваться паяльником в виде стаканчика (рис. 11, г) с расплавленным припоем. Запаянную скрутку жилы в четвертке отгибают в сторону, противоположную надетой гильзе (рис. 12, а), а затем надевают гильзу на скрутку (рис. 12, б). Изолированные таким образом жилы складывают вместе с обеих сторон и придвигают групповые кольца (рис. 12, в).
Скрутки жил разных четверок располагают по длине муфты так, чтобы они оказались распределенными равномерно по всей длине муфты, что делает ее более компактной. По окончании сращивания всех жил кабеля производят тщательную просушку места сращивания для удаления из него влаги, что особенно важно у кабелей с бумажной изоляцией жил. Для кабелей, которые прошпаривались при разделке концов, просушка производится вторичной прошпаркой. Другие кабели с бумажной или кордельно-бумажной изоляцией просушивают пламенем паяльной лампы. Для этого лампу устанавливают так, чтобы пламя ее проходило под сростком и горячий воздух охватывал всю скрутку.
По окончании сушки сросток упаковывают несколькими слоями ленты кабельной бумаги; у кабелей с пластмассовой изоляцией сросток сначала обматывают полиэтиленовой лентой, а затем несколькими слоями ленты из кабельной бумаги.
При прокладке и монтаже кабелей дальней связи в некоторых соединительных
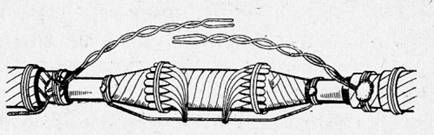
Рис 12. Укладка симметрирующих конденсаторов в муфте
муфтах; называемых конденсаторными, производят симметрирование кабельных цепей при помощи включения между жилами, а также между жилами и землей симметрирующих конденсаторов.Если конденсатор должен быть включен между жилами в четвертке, то его проводники припаивают к соответствующим жилам. При включении конденсатора между какой-либо жилой и землей (оболочкой кабеля) один его проводник припаивают к жиле, а второй -к проводнику , соединяющему металлические оболочки обоих концов кабеля. После того как присоединение всех конденсаторов закончено кабельная скрутка просушена и обвернута кабельной бумагой, конденсаторы укладывают по окружности сростка и плотно закрепляют суровой ниткой.
Установка и запайка свинцовых муфт
Перед установкой на кабель соединительную муфту тщательно протирают и просушивают, а в тех местах, где муфту спаивают со свинцовой оболочкой, а также в местах разрезов ее зачищают до металлического блеска и для облегчения запайки иногда залу-живают.
Если запайке подлежит цилиндрическая муфта без разреза, то после зачистки до блеска кабельной оболочки в местах ее спайки с конусами муфты муфту сдвигают с кабеля на место сростка, имеющийся на муфте конус тщательно оправляют деревянным молотком до плотного прилегания края конуса к кабельной оболочке; на другом конце муфты, где конус отсутствует, его делают деревянным молотком с использованием оправок. Если устанавливают муфту с одним поперечным разрезом, то ее перед установкой раздвигают, а затем, установив на сросток, сжимают так, чтобы края продольного шва находили друг на друга, а также оправляют деревянным молотком. Муфты с одним или с двумя продольными разрезами перед запайкой временно скрепляют проволочным хомутом.
После этого в пламени паяльной лампы нагревают палочку припоя марки ПОС-30 и при достижении ею температуры плавления слой припоя накладывают на место спайки (рис. 13, а). Затем пламя паяльной лампы переносят на место запайки, и, разогревая наложенный слой припоя, его разминают и разглаживают (рис. 13, б) тряпкой, пропитанной стеарином, до тех пор, пока спайка не примет требуемую форму. Запаянную муфту охлаждают стеарином и детально осматривают, проверяя, чтобы спайка имела гладкую поверхность без трещин и выплавленных мест (раковин).
Качество запайки муфты проверяют также сжатым воздухом. Для этой цели в корпус муфты впаивают вентиль, к которому присоединяют насос или баллон со сжатым воздухом, создаютв муфте давление впределах до 9,8-104 Па, при этом муфту и все места смачивают мыльной водой и по отсутствию пузырьков воздуха, выходящих из муфты, судят о доброкачественности ее запайки. После проверки герметичности муфты вентиль выпаивают, а образовавшееся в муфте отверстие запаивают.
Технология запайки свинцовых муфт на кабелях с алюминиевой оболочкой (например, МКБАБ, МКПАБ и др.) имеет ряд особенностей. Так, при запайке конусов муфты в качестве флюса вместо стеарина следует применять прошпарочную массу МКС-1. Для того чтобы не повредить пластмассовые ленты или шланги, защищающие алюминиевую оболочку и броню, запайку муфты необходимо производить возможно быстрее, не давая ей сильно перегреваться; с этой же целью алюминиевую оболочку вблизи от места запайки муфты охлаждают мокрой ветошью или устанавливают на оболочке охладители — массивные разъемные медные диски.
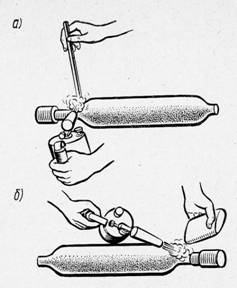
Рис. 13. Запайка свинцовой муфты
Для увеличения герметичности и надежности запайки свинцовой муфты на магистральных железнодорожных кабелях оголенную часть алюминиевой оболочки кабеля и свинцовую муфту покрывают битумно-резиновой мастикой МБР слоем 0,5-0,8 мм, поверх которого с перекрытием наматывают слой полиэтиленовой ленты. Поочередное покрытие мастикой и обмотку лентой повторяют три-четыре раза. При этом вторым и последующими слоями ленты и мастикой покрывают и оголенную броню кабелей. На верхний слой мастики после ее загустевания наматывают с перекрытием стеклоленту, предварительно пропитанную мастикой.
Такое многослойное покрытие не только повышает герметичность муфты, но и имеет целью защитить алюминиевую оболочку и броню от почвенной коррозии и коррозии блуждающими токами в местах установки соединительных муфт.
Понятие о соединении концов кабелей
с алюминиевой оболочкой методами опрессования и взрыва
Соединение концов кабелей с алюминиевой оболочкой методами холодного опрессования (холодной сварки) и взрыва применяют при широком фронте работ по прокладкекабеля, как пра вило, выполняемых специализированными организациями. Это методы рассчитаны на специально обученные бригады, оснащенные специальным оборудованием и инструментами. Поэтому ниже даны только общие понятия о технологии выполнения этих работ.
Источник